ТЕХНОЛОГИЯ СОЗДАНИЯ СИЛИКОНОВЫХ И ПОЛИУРЕТАНОВЫХ ФОРМ с помощью компаунда СИЛАГЕРМ
ОДНОСОСТАВНАЯ ОБОЛОЧКОВАЯ ФОРМА.
1 шаг.
Подготовьте оригинал.
2 шаг.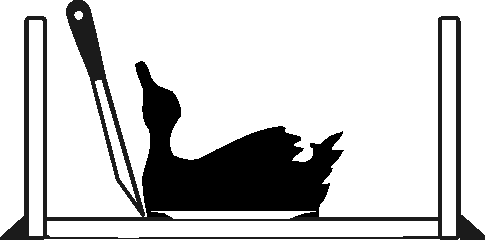
Подготовьте формовочный короб из дерева, пластика или металла. Зазор вокруг оригинала должен быть не менее 25 мм. Поместите полоску пластилина на дно короба по контуру нижней стороны оригинала. Вдавите нижнюю сторону оригинала в пластилин. Удалите весь выступающий пластилин.
3 шаг.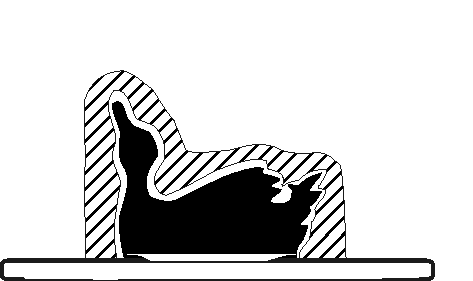
Покройте оригинал алюминиевой фольгой, а поверх нее толстым слоем (не менее 1 см) пластилина или глины.
4 шаг.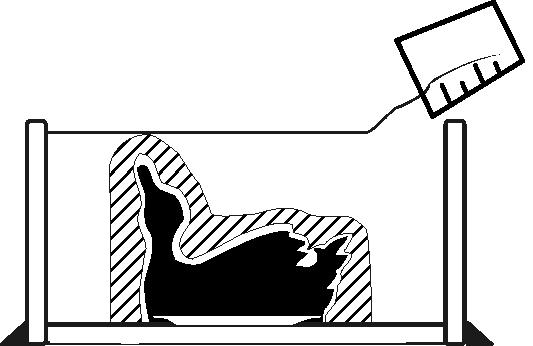
Соберите формовочный короб вокруг оригинала. Залейте гипсовым раствором и оставьте до полного отверждения.
Для создания легковесной формы вместо гипса можно использовать стеклопластик.
5 шаг.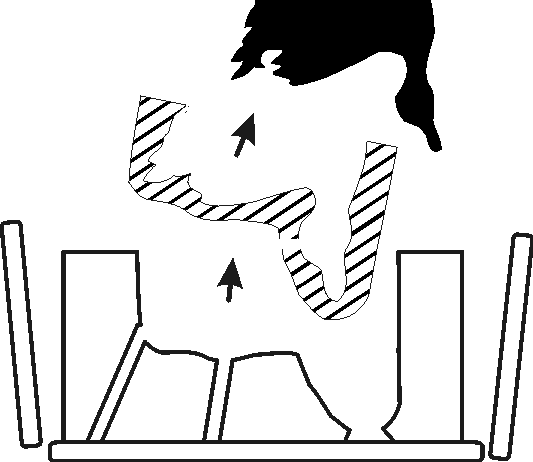
Разберите короб. Достаньте гипс и сделайте в нем одно отверстие для заполнения и несколько для выхода воздуха. Удалите пластилин и фольгу с оригинала.
6 шаг.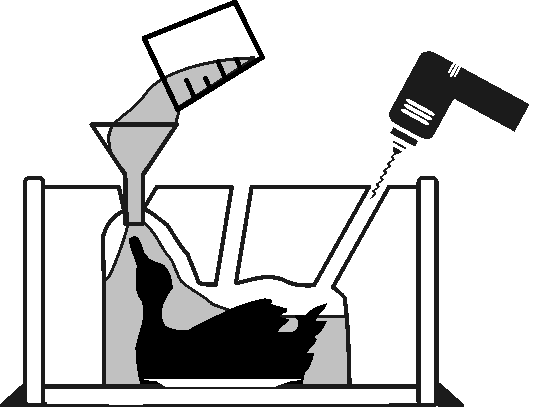
Поместите гипс и собранный короб в исходное положение над оригиналом. Медленно заливайте через проделанное в гипсе отверстие силиконовый компаунд, пока он не заполнит все отверстия в гипсе.
7 шаг.
Оставьте отверждаться при комнатной температуре на 24 часа.
8 шаг.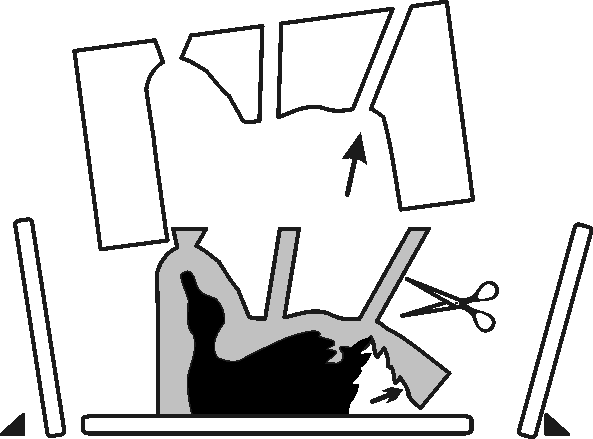
Разберите короб, удалите гипс и снимите готовую силиконовую форму с оригинала.
***
ДВУСОСТАВНАЯ ОБОЛОЧКОВАЯ ФОРМА.
1 шаг.
Подготовьте оригинал.
2 шаг.
Подготовьте формовочный короб с крышкой, сделанный из дерева, пластика или металла. Зазор вокруг оригинала должен быть не менее 25 мм.
3 шаг. 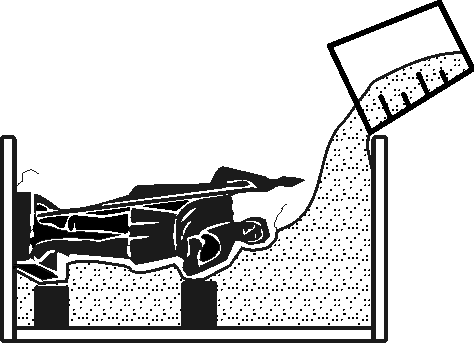
Оберните половину оригинала в алюминиевую фольгу (ту половину, которая окажется внизу при помещении оригинала в короб) и поместите его в короб на деревянных подставках (высота по 1 см). Залейте растопленный пластилин в короб до половины оригинала.
4 шаг.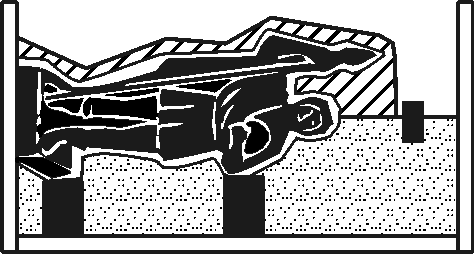
Покройте оставшуюся часть оригинала алюминиевой фольгой, а поверх нее - толстым слоем пластилина или глины (не менее 1 см). Вставьте в пластилин колышки на местах будущих замков.
5 шаг . 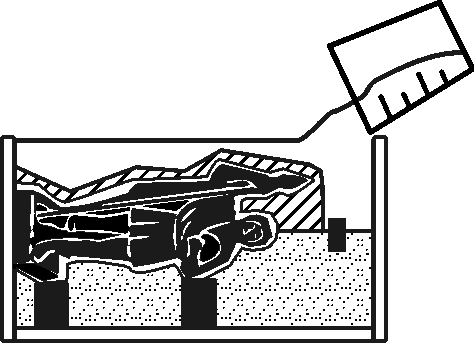
Залейте гипс в короб до уровня крышки короба и оставьте до полного отверждения.
6 шаг. 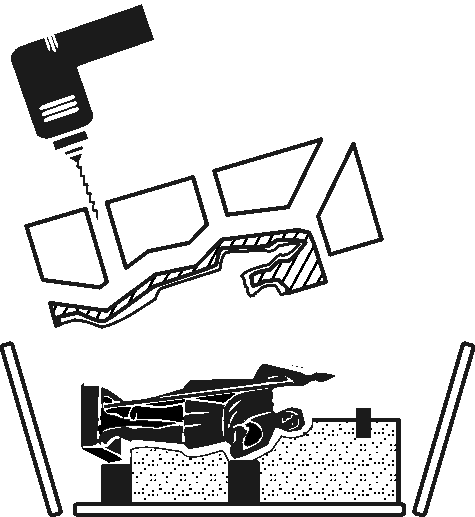
Разберите короб. Достаньте гипс и сделайте в нем одно отверстие для заполнения и несколько для выхода воздуха. Удалите пластилин и фольгу с оригинала.
7 шаг. 
Поместите гипс и собранный короб в исходное положение над оригиналом. Медленно заливайте через проделанное в гипсе отверстие силиконовый компаунд, пока он не заполнит все отверстия в гипсе.
8 шаг.
Оставьте отверждаться при комнатной температуре на 24 часа.
9 шаг. 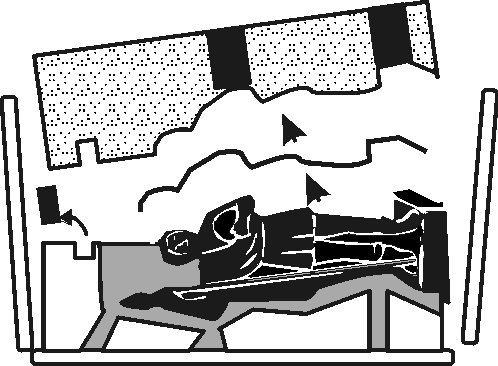
Переверните короб и разберите его. Удалите гипс, фольгу, подставки и колышки.
10 шаг. 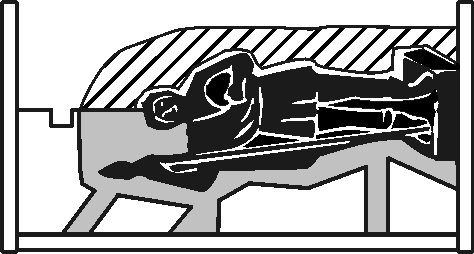
Соберите короб обратно и покройте поверхности силиконовой формы и гипса внутри него разделительной смазкой, например парафином, воском или мыльным раствором. Силиконовыми смазками в этом случае лучше не пользоваться. Покройте оставшуюся часть оригинала алюминиевой фольгой, а поверх нее - толстым слоем пластилина или глины (не менее 1 см).
11 шаг. 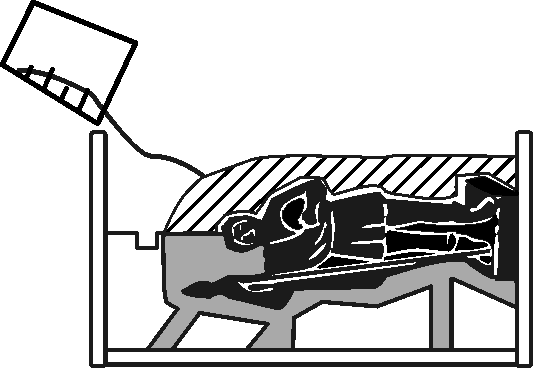
Залейте гипс в короб до уровня крышки короба и оставьте до полного отверждения.
12 шаг. 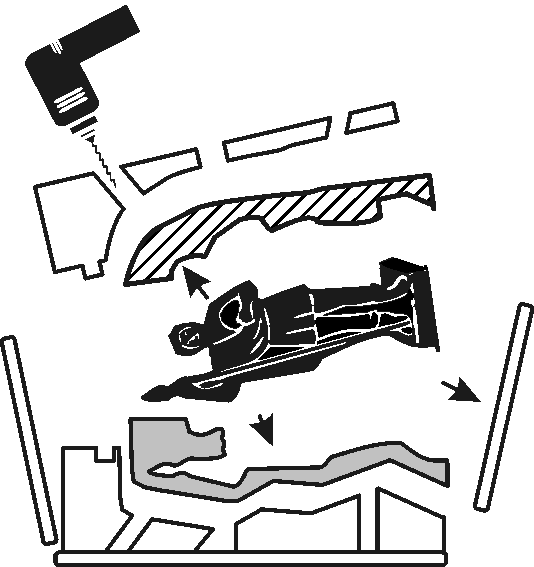
Разберите короб. Достаньте гипс и сделайте в нем одно отверстие для заполнения и несколько для выхода воздуха. Удалите пластилин и фольгу с оригинала.
13 шаг. 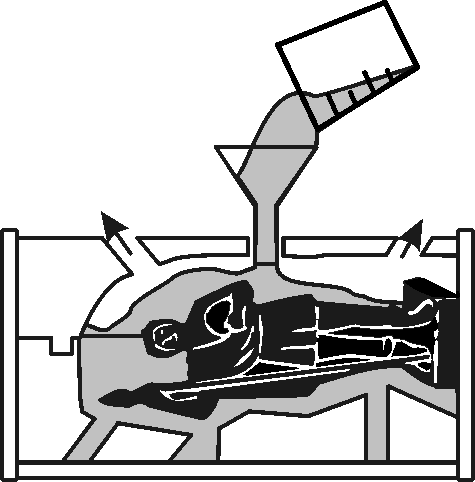
Поместите гипс и собранный короб в исходное положение над оригиналом. Медленно заливайте через проделанное в гипсе отверстие силиконовый компаунд, пока он не заполнит все отверстия в гипсе.
14 шаг.
Оставьте отверждаться при комнатной температуре на 24 часа.
15 шаг.
Полностью разберите все.
16 шаг. 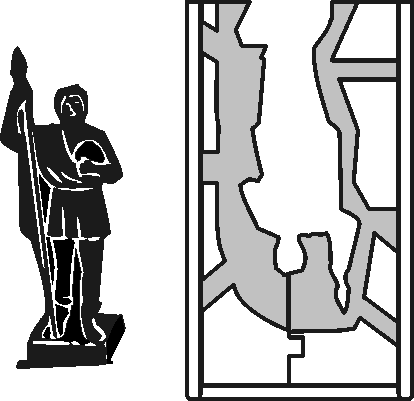
Чтобы подготовить форму для заливки, сделайте в ней несколько отверстий. Одно – для заливочного материала, другие – для выхода воздуха.
***
ОДНОСОСТАВНАЯ БЛОЧНАЯ ФОРМА.
1 шаг.
Подготовьте оригинал.
2 шаг. 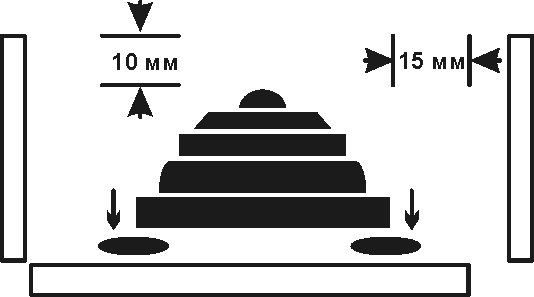
Подготовьте формовочный короб из дерева, пластика или металла. Зазор вокруг оригинала должен быть не менее 15 мм. Расстояние от верхней точки оригинала до верха короба - не менее 10 мм.
3 шаг. 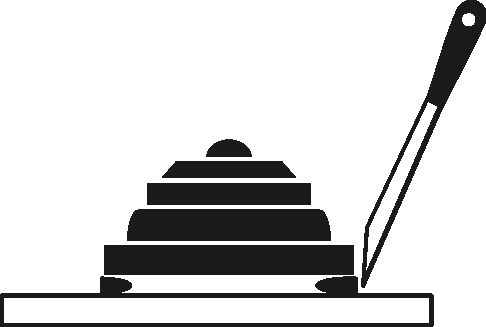
Поместите полоску пластилина на дно короба по контуру нижней стороны оригинала. Вдавите нижнюю сторону оригинала в пластилин. Удалите весь выступающий пластилин.
4 шаг. 
Соберите короб вокруг оригинала и за герметизируйте стенки короба пластилином. Помните, силикон обладает хорошей проникающей способностью и найдет малейшую щель, поэтому герметизация должна быть тщательной. Если вы хотите получить отливку с гладкой, блестящей поверхностью, убедитесь, что оригинал хорошо отполирован. Если необходимо, покройте оригинал и короб изнутри подходящей разделительной смазкой, например парафином, воском или мыльным раствором. Силиконовыми смазками в этом случае лучше не пользоваться..
5 шаг. 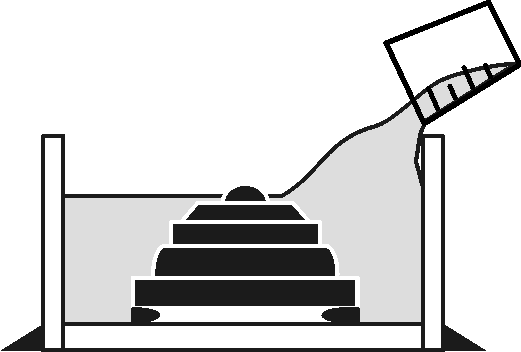
Начинайте заливать силиконовый компаунд в короб, держа контейнер как можно ниже. Заливайте медленно, чтобы давать компаунду заполнять все неровности и успевать выравниваться. Продолжайте до тех пор, пока компаунд не покроет оригинал целиком плюс 10 мм сверху.
6 шаг.
Оставьте отверждаться при комнатной температуре на 24 часа.
7 шаг. 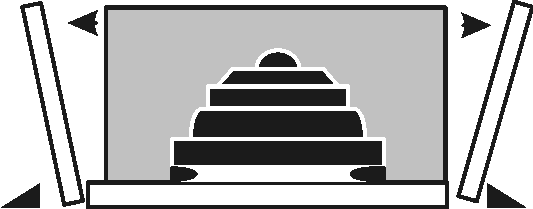
Удалите пластилин, герметизирующий стенки короба и разберите короб.
8 шаг. 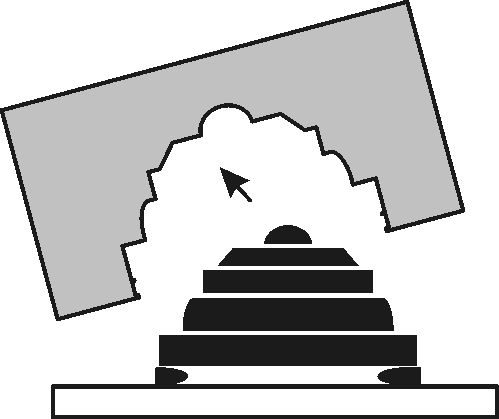
Отделите готовую форму от оригинала.
***
ДВУСОСТАВНАЯ БЛОЧНАЯ ФОРМА.
1 шаг.
Подготовьте оригинал.
2 шаг.
Подготовьте формовочный короб с крышкой, сделанный из дерева, пластика или металла. Зазор вокруг оригинала должен быть не менее 15 мм.
3 шаг. 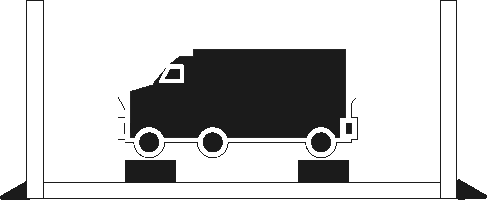
Загерметизируйте стенки короба пластилином.
4 шаг. 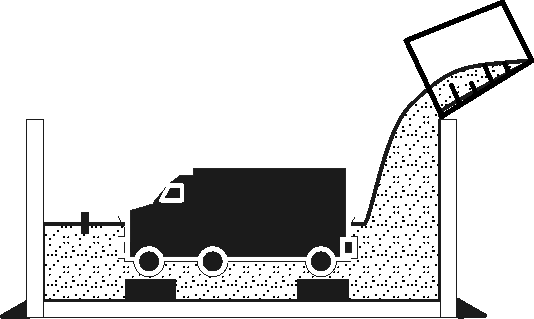
Оберните половину оригинала в алюминиевую фольгу (ту половину, которая окажется внизу при помещении оригинала в короб) и поместите его в короб на деревянных подставках (высота по 1 см). Залейте растопленный пластилин в короб до половины оригинала - до уровня, где кончается фольга.
5 шаг. 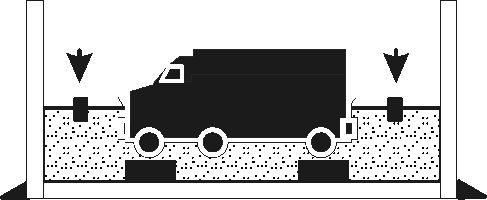
Вставьте в пластилин колышки на местах будущих замков.
6 шаг. 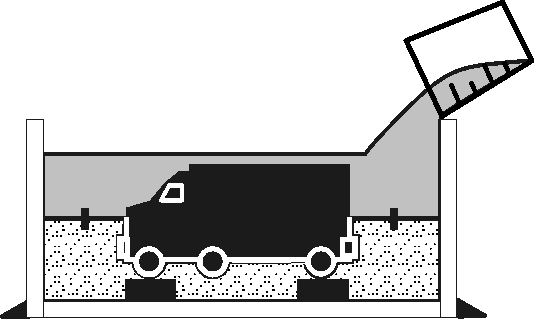
Начинайте заливать силиконовый компаунд в короб, держа контейнер как можно ниже. Заливайте медленно, чтобы давать компаунду заполнять все неровности и успевать выравниваться. Продолжайте до тех пор, пока компаунд не покроет оригинал целиком плюс 10 мм сверху.
7 шаг. 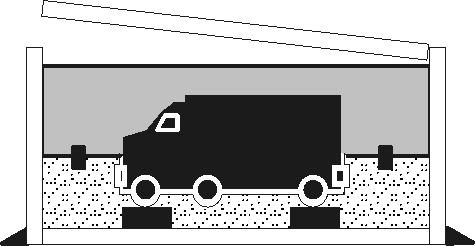
Оставьте отверждаться при комнатной температуре на 24 часа.
8 шаг. 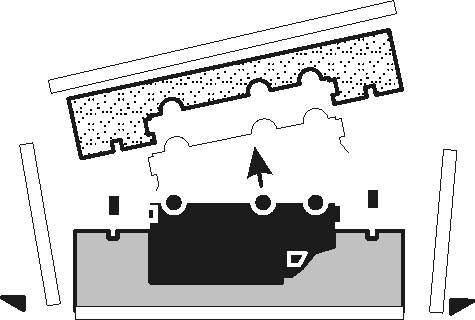
Переверните короб и разберите его. Удалите гипс, фольгу, подставки и колышки.
9 шаг. 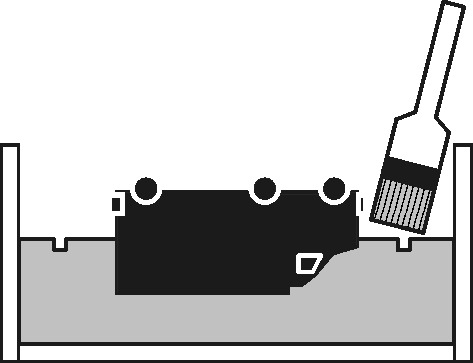
Соберите короб обратно и покройте поверхность силиконовой формы внутри него восковой разделительной смазкой, например парафином, воском или мыльным раствором. Силиконовыми смазками в этом случае лучше не пользоваться..
10 шаг. 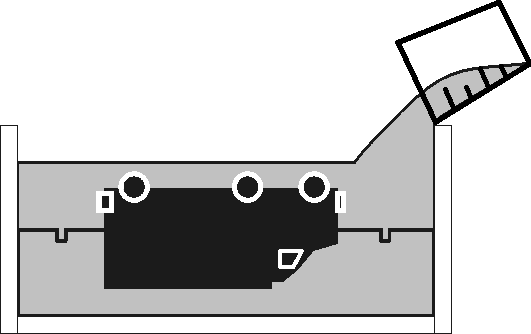
Начинайте заливать силиконовый компаунд в короб, держа контейнер как можно ниже. Заливайте медленно, чтобы давать компаунду заполнять все неровности и успевать выравниваться. Продолжайте до тех пор, пока компаунд не покроет оригинал целиком плюс 10 мм сверху.
11 шаг.
Оставьте отверждаться при комнатной температуре на 24 часа.
12 шаг. 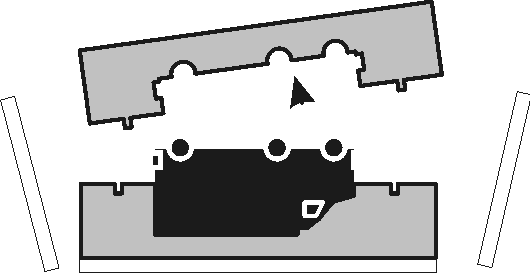
Разберите короб и отделите обе части формы от оригинала.
13 шаг. 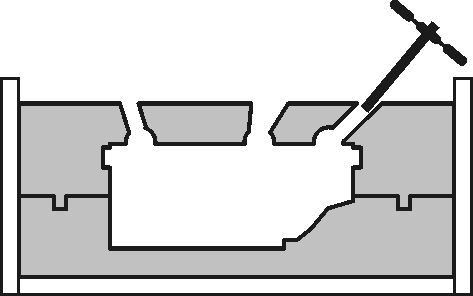
Чтобы подготовить форму для заливки, сделайте в ней несколько отверстий. Одно – для заливочного материала, другие – для выхода воздуха.
Примечание: Если оригинал по форме относительно простой и не слишком большой, можно обойтись без использования пластилина и заливать силиконовый компаунд непосредственно в короб для создания первой половины литьевой формы.
***
ОБМАЗОЧНАЯ ОБОЛОЧКОВАЯ ФОРМА.
1 шаг.
Подготовьте оригинал. Приготовьте тиксотропный силиконовый компаунд.
2 шаг. 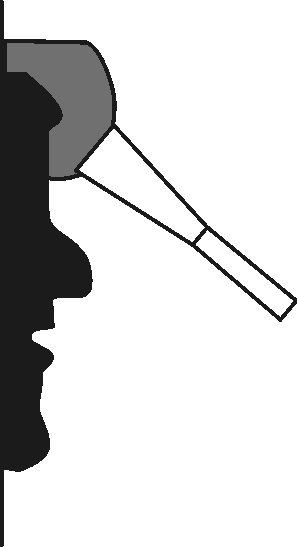
Используя кисть или шпатель, покройте оригинал толстым слоем (1 см) силиконового компаунда. Если оригинал большого размера, целесообразно готовить и наносить компаунд в несколько заходов.
3 шаг. 
Оставьте отверждаться при комнатной температуре на 24 часа.
Установите вспомогательную форму из стеклопластика или гипса для поддержки оболочковой силиконовой формы.
4 шаг. 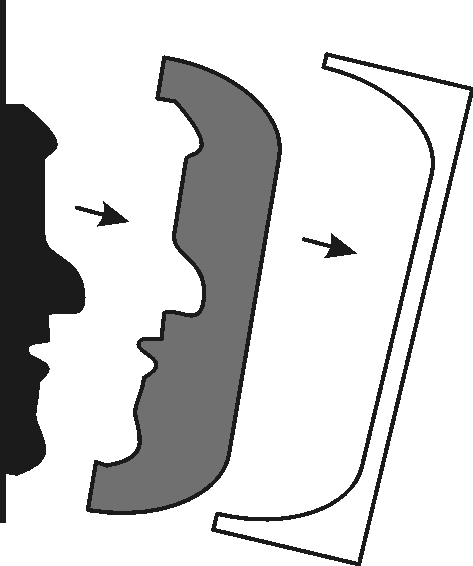
Аккуратно отделите вспомогательную форму и расположите ее на горизонтальной поверхности. Отделите силиконовую оболочковую форму от оригинала.
5 шаг. 
Соберите вместе силиконовую оболочковую форму и вспомогательную форму.
ТЕХНОЛОГИЯ ЛИТЬЯ В СИЛИКОНОВЫЕ ФОРМЫ
ЛИТЬЕ В ОДНОСОСТАВНУЮ БЛОЧНУЮ ФОРМУ.
1 шаг.
Подготовьте заливочный материал.
2 шаг. 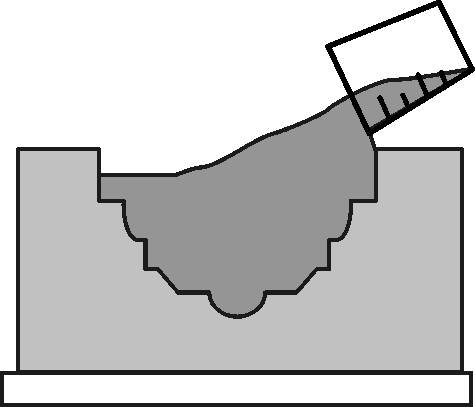
Поместите силиконовую форму на плоскую горизонтальную поверхность. Медленно залейте заливочный материал в форму, держа контейнер как можно ближе к форме. Слегка потрясите форму, чтобы материал распределился по всем неровностям формы.
3 шаг. 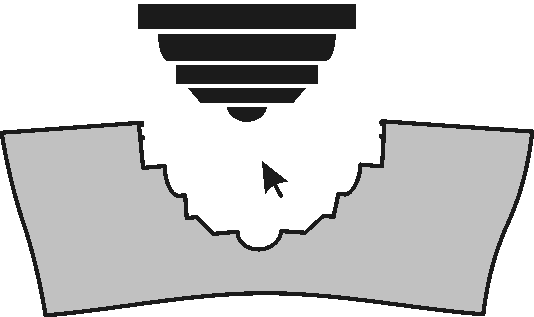
Когда материал затвердеет, отделите его от формы, аккуратно и равномерно надавливая на форму.
4 шаг. 
Обработайте заусенцы мелким напильником или наждачной бумагой.
***
ЛИТЬЕ В ДВУСОСТАВНУЮ БЛОЧНУЮ ФОРМУ.
1 шаг.
Подготовьте заливочный материал. Соберите форму в формовочном коробе. Убедитесь, что все части плотно состыкованы.
2 шаг. 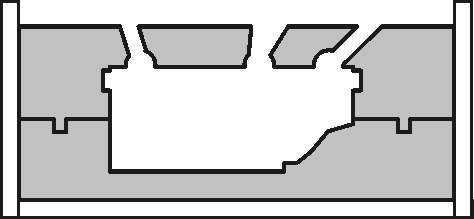
Вставьте куски пластиковых трубок в отверстия, проделанные в силиконовой форме. Трубки в отверстиях для выхода воздуха должны выступать на 10 см над формой. Трубка в заливочном отверстии должна соответствовать длине отверстия при собранной форме.
3 шаг. 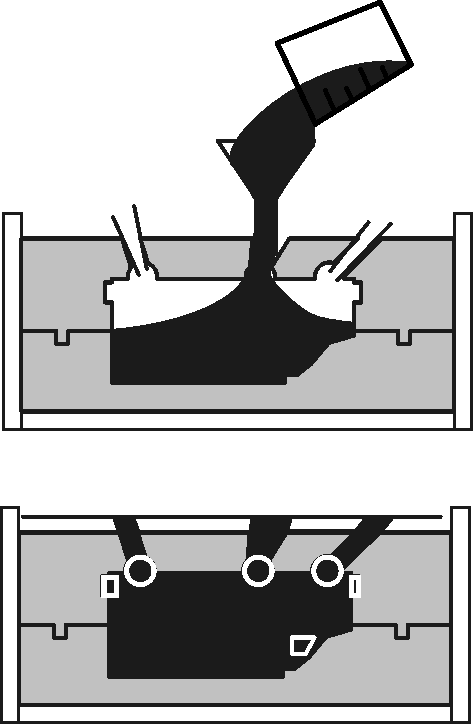
Начинайте медленно заливать заливочный материал в форму через воронку, вставленную в пластиковую трубочку заливочного отверстия. Держите контейнер как можно ближе к воронке. Продолжайте до тех пор, пока не заполнятся пластиковые трубки отверстий для выхода воздуха. Слегка потрясите форму, чтобы материал распределился по всем неровностям формы и все пузыри воздуха вышли через отверстия.
При использовании для заливки некоторых смол необходимо закрывать отверстия пластиковых трубок бумагой или пластиком, чтобы предотвратить ингибирование реакции отверждения.
4 шаг.
Когда материал затвердеет, отделите его от формы, аккуратно и равномерно надавливая на форму.
5 шаг. 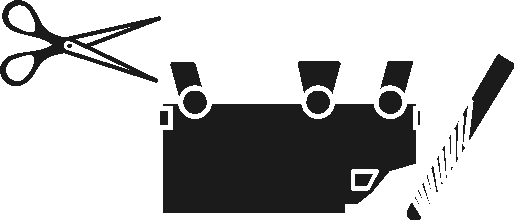
Удалите пластиковые трубки и отрежьте лишние отростки отливки. Обработайте заусенцы мелким напильником или наждачной бумагой.
Примечание: Если отливка большая и сложная по форме, может быть целесообразным залить заливочный материал вначале до половины, потрясти или отвакуумировать в вакуумной камере, а затем залить остальную половину.
***
ЛИТЬЕ В ОДНОСОСТАВНУЮ ОБОЛОЧКОВУЮ ФОРМУ.
1 шаг.
Подготовьте заливочный материал.
2 шаг. 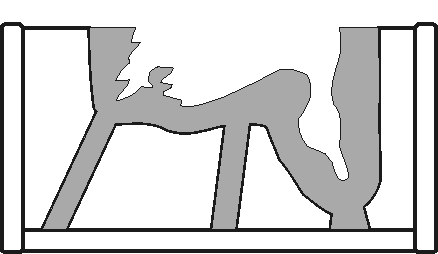
Соберите силиконовую форму и гипсовую подложку в формовочном коробе на плоской горизонтальной поверхности.
3 шаг. 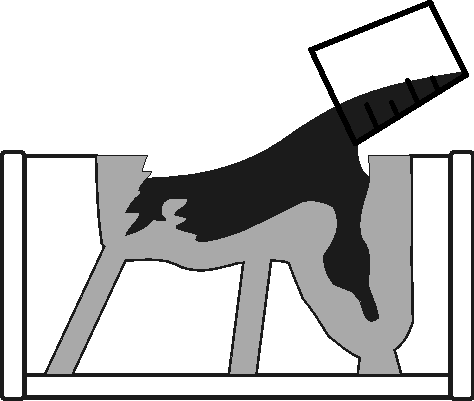
Медленно залейте заливочный материал в форму, держа контейнер как можно ближе к форме.
4 шаг. 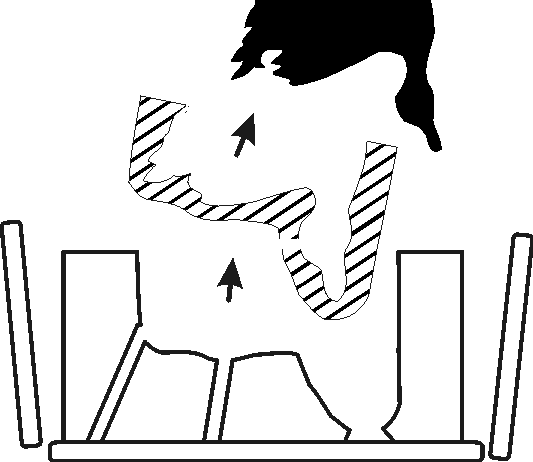
Когда материал затвердеет, отделите его от формы, аккуратно и равномерно надавливая на форму.
***
ЛИТЬЕ В ДВУСОСТАВНУЮ ОБОЛОЧКОВУЮ ФОРМУ.
Поместите половинки силиконовой формы в обе части подложки и плотно состыкуйте их.
Далее все так же как в случае двусоставных блочных форм.
***
ЛИТЬЕ В ОБМАЗОЧНУЮ ОБОЛОЧКОВУЮ ФОРМУ.
1 шаг.
Разместите силиконовую форму в подложке в нужном положении. Подготовьте заливочный материал.
2 шаг. 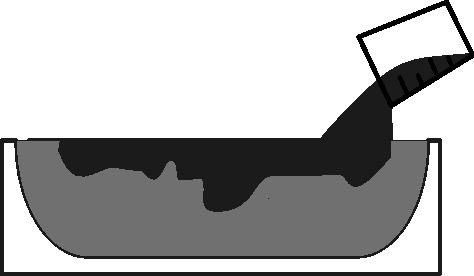
Медленно залейте заливочный материал в форму, держа контейнер как можно ближе к форме. Слегка потрясите форму, чтобы материал распределился по всем неровностям формы.
3 шаг. 
Когда материал затвердеет, отделите его от формы, аккуратно и равномерно надавливая на форму.
4 шаг. 
Обработайте заусенцы мелким напильником или наждачной бумагой.
***